

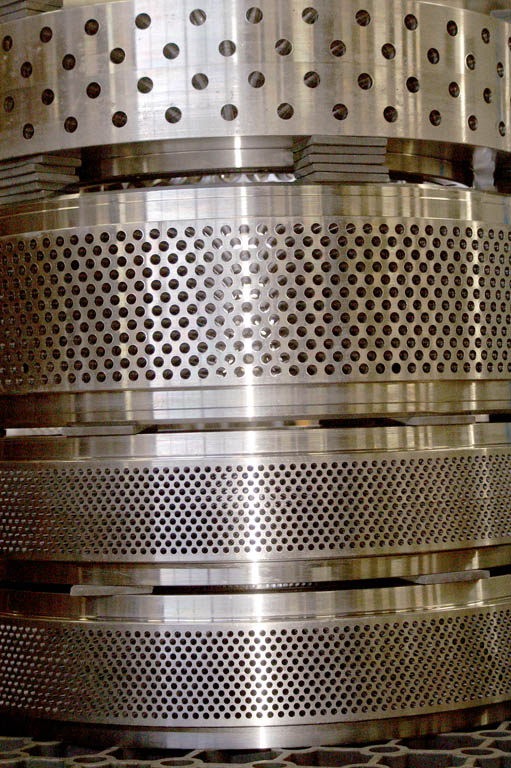
Die Rings and Roll Shells
Manufacturing Process of the Die Ring
Every tiny part of the die has, at some stage, been produced with a single machining operation. A mid-sized die with 4 mm holes will have as many as 10,000 holes.
Add to that a countersink and a counter-bore, and the result will be 30,000 machining operations, each one conforming to the accuracy of the pattern.
After drilling and tapping bolt holes, milling keyways, turning up the basic shape of the die blank, cleaning, drying, vacuum hardening, tempering and finally finishing to the fitting sizes, the entire production of the die has gone through nearly 40,000 separate machining, processing, and handling operations.
After drilling and tapping bolt holes, milling keyways, turning up the basic shape of the die blank, cleaning, drying, vacuum hardening, tempering and finally finishing to the fitting sizes, the entire production of the die has gone through nearly 40,000 separate machining, processing, and handling operations.
Materials
ANDRITZ offers a variety of chrome steel alloys. By varying the content of vanadium, chromium, manganese nickel, and carbon, we can select a material that
suits every individual requirement for a wide range of operating environments.
Precision Machining
With our technical support, customers take great care in specifying size, shape, and pattern of the required die holes.
We meticulously follow these instructions and manufacture the dies with accuracy and repeatability on the basis of an automated production process.
We meticulously follow these instructions and manufacture the dies with accuracy and repeatability on the basis of an automated production process.
Our experienced operators establish heat treatment programs for dies going into vacuum hardening ovens.
The heat treatment process is of utmost importance as it guarantees the product uniformity.
ANDRITZ has invested substantially in the most modern hardening technology to produce a long-life and high performance die.
Raw Materials Selected high-quality steels with fine grain structures give high strength and durability.
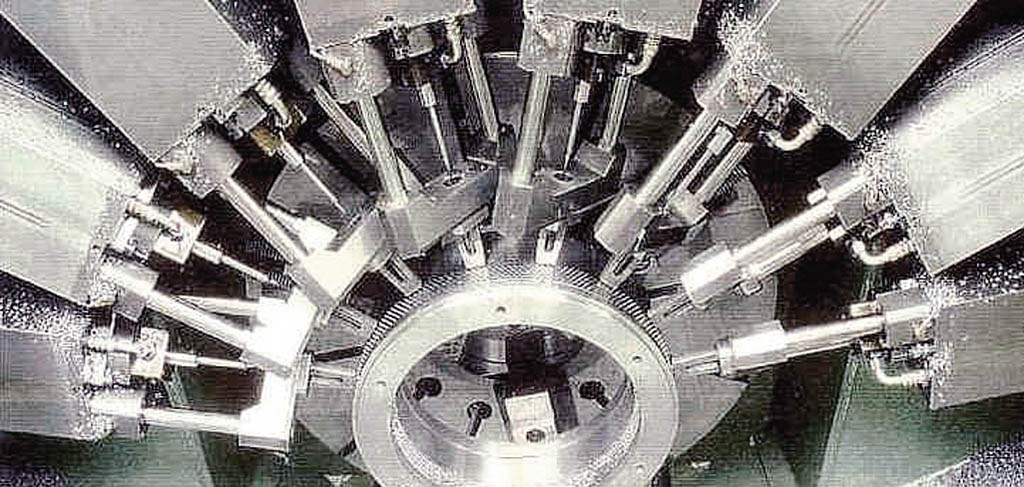
Machining
CNC machining centers programmed with die dimensions for all pellet mill makes and models machine the basic shape of the die with precision accuracy
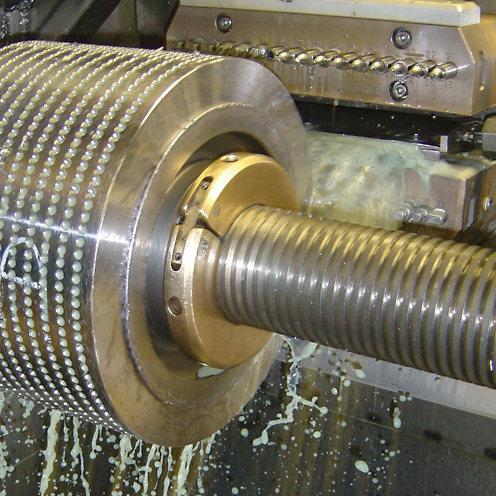
Gun Drilling
A fast and accurate process for producing highly polished extrusion holes.
ANDRITZ pioneered this technique in the early 1980s and now produces the finest pelleting dies in the world by optimizing drilling speed and controlling lubricants.
Washing and Polishing
Oil, moisture and machining burrs are removed from the die surface prior to the heat treatment.
Vacuum Hardening
A hard-wearing surface in the holes will maximize the life of the die.
Air is removed to create an inert environment. The die is heated in stages controlled by a microprocessor up to a temperature of 1,010 °C, and the steel becomes a hard molecular structure as a result of this process.
Finishing and Final Inspection Air is removed to create an inert environment. The die is heated in stages controlled by a microprocessor up to a temperature of 1,010 °C, and the steel becomes a hard molecular structure as a result of this process.
Quality-assured systems monitor the product throughout the entire manufacturing process.
In the final stage, and as the die is machined to fit the pellet mill perfectly, a check is conducted to ensure that the product conforms to the original specifications.
The dies are then packedand prepared for dispatch to all parts of the world.
In the final stage, and as the die is machined to fit the pellet mill perfectly, a check is conducted to ensure that the product conforms to the original specifications.
The dies are then packedand prepared for dispatch to all parts of the world.
Roll Shells
ANDRITZ roll shells, available in several patterns, are designed to match the excellent performance of its dies.
Roll shells operate under extremely harsh conditions. Therefore, it is vital that the dimensions are
Roll shells operate under extremely harsh conditions. Therefore, it is vital that the dimensions are
accurate and the hardening process is of the highest standard.
ANDRITZ will assess your needs and help select the correct design for the application.
ANDRITZ will assess your needs and help select the correct design for the application.



Our Company
- Our mission at N. FOUKIS & CO. is to provide our clients with high quality equipment and services that are tailored to their specific needs at the best possible price.
Quick Navigation
Products
Contact us
Contact us and one of our representatives will reply you within 24 hours.
 Leoforos Athinon 71-73,
Acharnes, 13671, Greece
Leoforos Athinon 71-73,
Acharnes, 13671, Greece
 +30 6932 220 288
+30 6932 220 288

- +30 2130 429 372